언어 변경 :
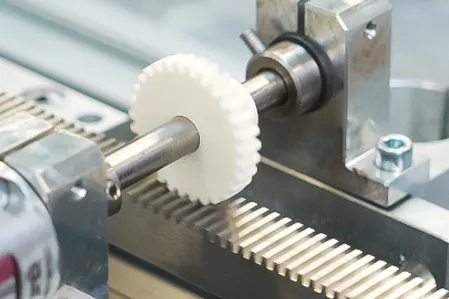
테스트 연구소를 통한 서비스 수명 계산
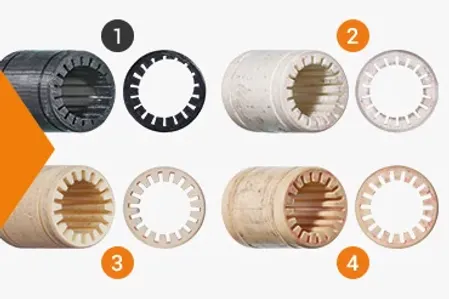
테스트 장비의 iglidur 3D 프린팅 부품
3D 프린팅 폴리머는 움직이는 부품의 경우 일반 플라스틱보다 최대 80배 더 오래 지속되며 일부 응용 분야에서는 금속보다 내구성이 뛰어납니다.
공상인가요? 아니요, 이는 테스트 실험실에서 테스트를 통해 생성되고 고객이 확인한 공식 통계입니다. 계산되고, 테스트되고, 입증되었습니다: 적층 가공용 이글리듀어 플라스틱의 수명에 대한 각 설명은 다양한 비교를 바탕으로 한 것입니다. 또한 이러한 평가는 몇 번의 클릭만으로 인쇄된 부품의 예상 수명을 계산하는 데 사용할 수 있는 서비스 수명 계산기의 기초를 형성합니다.
이러한 마모 테스트는 이 페이지에서 확인할 수 있습니다:






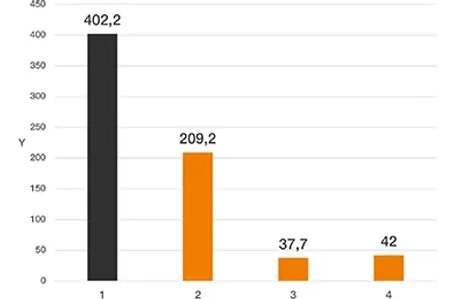
마모 테스트: 선형 롱 스트로크
테스트에 사용된 3D 프린팅 소재: 내마모성 플라스틱 이글리듀어 i3는 ABS 소재를 33배나 능가합니다.
테스트 매개변수:
- 표면 압력: 0.11MPa
- 표면 속도: 0.34m/s
- 스트로크 370mm
- 실행 시간 3주
샤프트 재질: 알루미늄 HC

Y축: 마모율 [μm/km]
X축: 테스트의 재료
1. ABS(FDM 3D 프린팅)
2. iglidur i180 (FDM 3D 프린팅)
3. iglidur i3 (SLS 3D 프린팅)
4. iglidur J (사출 성형)
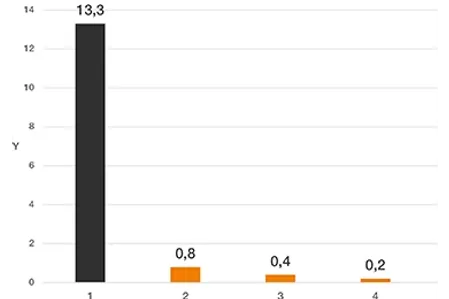
테스트 결과:
긴 스트로크 테스트에서 iglidur i180(FDM)의 경우 15배 낮은 마모 값을 보였고, iglidur i3(SLS)의 경우 33배 낮은 값을 보였습니다. 매우 우수한 마찰학적 사양 덕분에 내마모성 iglidur 소재는 픽 플레이스 애플리케이션을 위한 X-Y 리니어 로봇( & ) 또는 3D 프린터의 일반 베어링 및 글라이드 바와 같은 장스트로크 애플리케이션에 매우 적합합니다.
마모 테스트: 선형 짧은 스트로크
3D 프린터로 제작한 플레인 베어링은 사출 성형 제품과 거의 동일한 마찰학적 사양을 보여줍니다.
귀사의 어플리케이션에서 3D 프린팅된 플레인 베어링의 수명을 결정하세요:플레인 베어링의 서비스 수명 계산기에필요한 파라미터를 입력하기만 하면 됩니다.
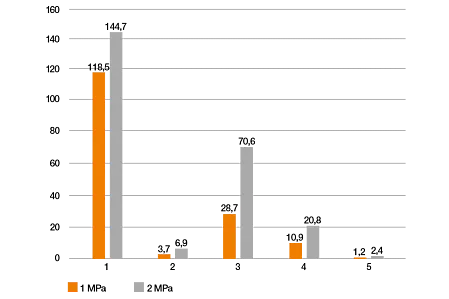
테스트 매개변수:
- 표면 압력: 1MPa
- 표면 속도: 0.3m/s
- 스트로크 5mm
- 실행 시간: 1주일
샤프트 재질:
CF53 / AISI 1055: 경화강
304 SS / AISI 304: 스테인리스 스틸

Y축: 마모율 [μm/km]
X축: 테스트의 재료
1. ABS(FDM 3D 프린팅)
2. iglidur J260(FDM 3D 프린팅)
3. iglidur J260 (사출 성형)
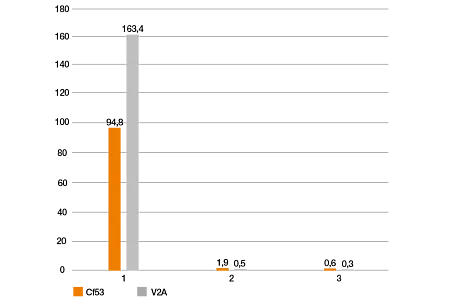
테스트 결과:
내마모성 플라스틱 iglidur J260으로 제작된 플레인 베어링은 3D 프린팅 또는 사출 성형 여부에 관계없이 마모율이 비슷하게 우수했습니다. 이 테스트에서는 사출 성형된 일반 베어링과 3D 프린팅 베어링을 동일한 하중과 표면 속도로 테스트했습니다.
이 테스트를 통해 마찰 계수와 마모 마 모가 표준 ABS 소재보다 몇 배나 낮은 마찰 계수와 마모 마 모가 발생하는 것을 확인할 수 있었습니다.

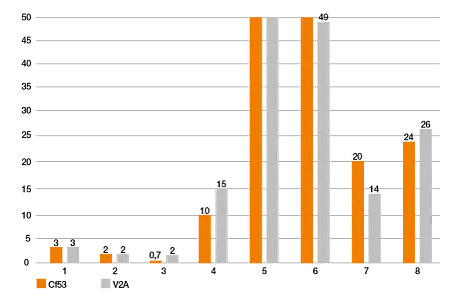
3D 프린팅 슬라이딩 플라스틱으로 만든 베어링은 기존 3D 프린팅 플라스틱으로 만든 베어링보다 수명이 훨씬 길고 마모 값이 기계 가공 부품만큼 낮다는 점이 인상적입니다.
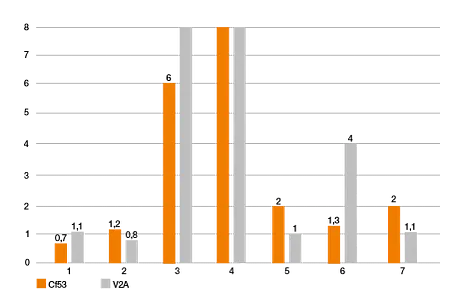
테스트 매개변수:
- 표면 압력: 1MPa
- 표면 속도: 0.1m/s
샤프트 재질:
CF53 / AISI 1055: 경화강
304 SS / AISI 304: 스테인리스 스틸
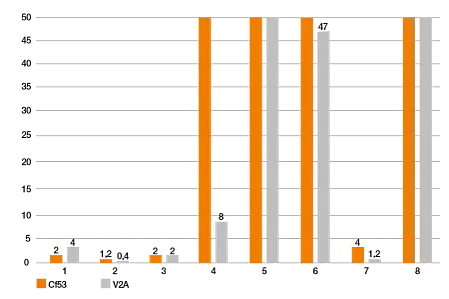
X축: 테스트 재료
1. iglidur i3 (SLS 3D 프린팅)
2. iglidur i150 (FDM 3D 프린팅)
3. iglidur i190 (FDM 3D 프린팅)
4. PA12 (SLS 3D 프린팅)
5. ABS (FDM 3D 프린팅)
6. PA66(사출 성형)
7. POM(기계 가공)
8. PA66(기계 가공)
테스트 매개변수:
- 표면 압력: 20MPa
- 표면 속도: 0.01m/s
- 피벗 각도: 60°
- 실행 시간 4주
샤프트 재질: 304 SS
Y축: 마모율 [µm/km]
X축: 테스트의 재료
1. PA12(SLS 3D 프린팅)
2. PA12 + 유리 비드(SLS 3D 프린팅)
3. iglidur i3 (SLS 3D 프린팅)
4. iglidur W300 (사출 성형)
테스트 결과:
피벗 테스트에서 이글리듀어 소재의 마찰학적 사양은 표준 3D 프린팅 소재(예: PA12)에 비해 최대 50배 더 높은 내마모성을 보였습니다.

회전 테스트에서 3D 프린팅 슬라이딩 폴리머로 만든 베어링은 제조 공정에 관계없이 다른 플라스틱에 비해 몇 배의 수명을 보였습니다.
테스트 매개변수:
- 표면 압력: 2MPa
- 표면 속도: 0.01m/s
- 피벗 각도 60°
샤프트 재질:
CF53 / AISI 1055: 경화강
304 SS / AISI 304: 스테인리스 스틸
X축: 테스트 재료
1. iglidur i3 (SLS 3D 프린팅)
2. iglidur i150 (FDM 3D 프린팅)
3. iglidur i190 (FDM 3D 프린팅)
4. PA12 (SLS 3D 프린팅)
5. ABS (FDM 3D 프린팅)
6. PA66(사출 성형)
7. POM(기계 가공)
8. PA66(기계 가공)
테스트 매개변수:
- 표면 압력: 10, 20 및 45MPa
- 표면 속도: 0.01m/s
- 피벗 각도: 60°
- 실행 시간: 1주일
테스트에서는 직경과 길이가 20mm인 플레인 베어링을 테스트했습니다. 즉, 3D 프린팅된 플레인 베어링에 1,800kg의 하중을 가했습니다.
Y축: 마모율 [µm/km]
X축: 테스트 재료
1. iglidur i3 (SLS 3D 프린팅)
2. iglidur i180 (FDM 3D 프린팅)
3. iglidur G (사출 성형)
4. iglidur W300 (사출 성형)
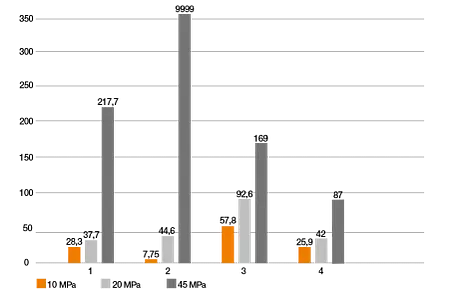
테스트 결과:
이 고하중 테스트는 3D 프린팅된 플레인 베어링(SLS 공정)에 최대 45MPa의 표면 압력을 가할 수 있음을 보여줍니다. 마모 마모는 사출 성형의 플레인 베어링과 마찬가지로 우수합니다. 따라서 고부하 애플리케이션에 사용할 수 있습니다.

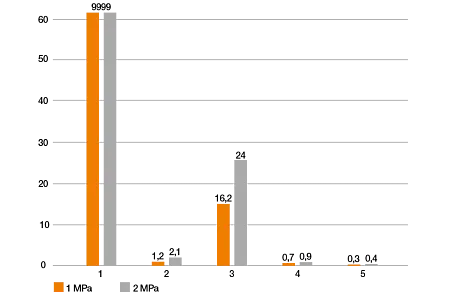
마모 테스트: 수중 회전
수중 사용 시 3D 프린팅 및 사출 성형용 이글리듀어 소재의 마모율 비교
테스트 매개변수:
- 표면 압력: 1 및 2MPa
- 표면 속도: 0.01m/s
- 온도: 23°C
샤프트 재질: 304 SS
X축: 테스트 재료
1. iglidur i3 (SLS 3D 프린팅)
2. iglidur i8-ESD (SLS 3D 프린팅)
3. iglidur J (사출 성형)
4. iglidur UW (사출 성형)
5. iglidur UW160 (사출 성형)
Y축: 마모율 [µm/km]
테스트 결과:
이 수중 피벗 테스트는 [electrostatically dissipative SLS material iglidur i8-ESD](/de-de/website/3d-druck/material/#ESD-taugliche Werkstoffe "fb73e0e2-1130-4a71-97b5-5c0928734375#ESD-taugliche Werkstoffe")로 제작된 3D 프린팅 일반 베어링이 특히 높은 수명을 가지므로 수중 사용을 위해 특별히 개발된 사출 성형 재료 iglidur UW 및 UW160만큼 이러한 용도에 적합함을 보여줬습니다.
iglidur J는 건조한 환경에서 자주 사용되는 이구스 소재이지만 마모율이 다소 높기 때문에 수중 사용에는 적합하지 않습니다.
마모 테스트: 드라이브 너트
3D 프린팅의 이글리듀어 소재: 표준 소재에 비해 내구성이 6~18배 높은 내마모성 플라스틱
테스트 매개변수:
- 토크: 129Nm
- Stroke: 370mm
- 속도: 290rpm
- 실행 시간: 2주

Y = 마모율 [µm/km]
X축: 테스트의 재료
1. ABS(FDM 3D 프린팅)
2. iglidur i180 (FDM 3D 프린팅)
3. iglidur J260 (FDM 3D 프린팅)
4. iglidur i3 (SLS 3D 프린팅)
5. iglidur J (사출 성형)
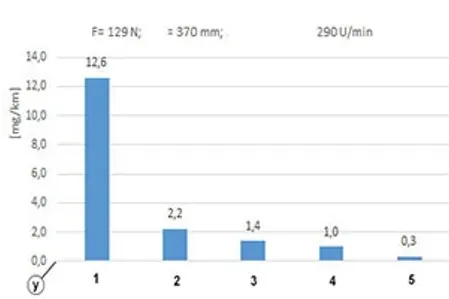
테스트 결과:
이 테스트에서 이구스 3D 프린팅 소재의 내마모성은 3D 프린팅 소재 및 공정에 따라 기존 소재에 비해 6~18배 더 높은 것으로 나타났습니다.
3D 프린팅으로 드라이브 너트를 생산하면 스레드를 3D 프린팅으로 직접 생산할 수 있고 스레드를 절단하는 데 고가의 공구가 필요하지 않기 때문에 특히 소량의 경우 비용 측면에서 이점이 있습니다. 모델에서 스레드를 설계하기만 하면 됩니다.
마찰 테스트: 회전
내마모성 플라스틱 이글리듀어와 표준 ABS 소재의 비교 - 이글리듀어의 낮은 마찰 계수
모터나 구동력을 설계할 때 내마모성플라스틱과 마찰학 사양은 도움이 됩니다: 마찰이 절반이면 구동력은 절반만 필요합니다. 일반 베어링용 무료 서비스 수명 계산기를 사용하면 요구 사항을 지정하여 3D 프린팅으로 제작된 iglidur 베어링이 애플리케이션에서 얼마나 오래 지속될지 확인할 수 있습니다.
테스트 매개변수:
- 표면 압력: 1MPa
- 표면 속도: 0.1m/s
샤프트 재질: Cf53
**Y = 마찰 계수 [-]**X**= 실행 시간 [h]**
1. PA12 (SLS 3D 프린팅)
2. iglidur i3(SLS 3D 프린팅)
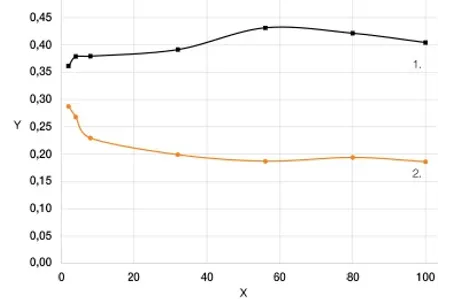
테스트 결과:
iglidur i3의 마찰학적 사양은 표준 3D 프린팅 소재보다 테스트에서 2배 더 우수했습니다. 이는 고체 윤활제가 iglidur 소재에 통합되어 있어 마찰 값을 줄이고 내마모성을 크게 향상시켰기 때문입니다.

마모 테스트: 회전
일반 3D 프린팅 플라스틱과 비교한 이글리듀어 3D 프린팅 소재의 마모값
이글리듀어로 3D 프린팅한 베어링은 얼마나 오래 사용할 수 있을까요? 일반 베어링용 온라인 서비스 수명 계산기를 사용하여 필요한 요구 사항을 지정하여 작동 시간을 정확하게 결정할 수 있습니다.
테스트 매개변수:
- 표면 압력: 20MPa
- 표면 속도: 0.01m/s
샤프트 재질: 304 SS

Y축: 마모율 [µm/km]
X축: 테스트의 재료
1. ABS(FDM 3D 프린팅)
2. PA12(SLS 3D 프린팅)
3. iglidur i180 (FDM 3D 프린팅)
4. iglidur J260 (FDM 3D 프린팅)
5. iglidur i3 (SLS 3D 프린팅)
6. iglidur W300 (사출 성형)
테스트 결과:
iglidur i180으로 만든 인쇄 플레인 베어링의 마모는 같은 공정에서 자주 사용되는 ABS 플라스틱으로 만든 베어링보다 89.5% 더 낮았습니다. iglidur i3로 만든 소결 베어링은 PA12로 만든 소결 베어링보다 마모가 94.87% 더 적은 것으로 나타났습니다. 특수 필라멘트 iglidur J260으로 만든 베어링과 iglidur W300으로 사출 성형한 베어링만이 더 나은 값을 나타냈습니다.

회전 테스트에서 3D 프린팅 슬라이딩 폴리머로 만든 베어링은 제조 공정에 관계없이 일반 플라스틱으로 만든 베어링보다 훨씬 우수한 성능을 보였습니다.
테스트 매개변수:
- 표면 압력: 1MPa
- 표면 속도: 0.3m/s
샤프트 재질:
CF53 / AISI 1055: 경화강
304 SS / AISI 304: 스테인리스 스틸
X축: 테스트 재료
1. iglidur i3 (SLS 3D 프린팅)
2. iglidur i190 (FDM 3D 프린팅)
3. PA12 (SLS 3D 프린팅)
4. ABS (FDM 3D 프린팅)
5. PA66(사출 성형)
6. POM(기계 가공)
7. PA66(기계 가공)
마모 테스트: 수중 회전
수중 사용 시 3D 프린팅 및 사출 성형용 이글리듀어 소재의 마모율 비교
테스트 매개변수:
- 표면 압력: 1 및 2MPa
- 표면 속도: 0.3m/s
- 온도: 23°C
샤프트 재질: 304 SS
X축: 테스트 재료
1. iglidur i3 (SLS 3D 프린팅)
2. iglidur i8-ESD (SLS 3D 프린팅)
3. iglidur J (사출 성형)
4. iglidur UW (사출 성형)
5. iglidur UW160 (사출 성형)
Y축: 마모율 [µm/km]
테스트 결과:
수중 회전 테스트 결과 [electrostatically dissipative SLS material iglidur i8-ESD](/de-de/website/3d-druck/material/#ESD-taugliche Werkstoffe "fb73e0e2-1130-4a71-97b5-5c0928734375#ESD-taugliche Werkstoffe")로 제작된 3D 프린팅 플레인 베어링은 수명이 특히 길며, 따라서 사출 성형 재료 iglidur UW 및 UW160과 같이 특별히 개발된 수중용으로 적합한 소재임을 확인할 수 있었습니다.
iglidur J는 건조한 환경에서 자주 사용되는 이구스 소재이지만 마모율이 다소 높기 때문에 수중 사용에는 적합하지 않습니다.
자외선 및 내후성 테스트
3D 프린팅 및 사출 성형용 이글리듀어 소재의 강도 변화 비교
테스트 조건:
- ASTM G154 주기: 풍화 및 자외선 시뮬레이션
- 지속 시간: 2,000시간
X축: 테스트에 사용된 재료
1. iglidur i8-ESD (SLS 3D 프린팅)
2. iglidur i3 (SLS 3D 프린팅)
3. iglidur i6 (SLS 3D 프린팅)
4. iglidur J (사출 성형)
5. iglidur G (사출 성형)
Y축: 강도 변화 비율
테스트 결과: SLS 소재는 사출 성형 소재에 비해 결코 열등하지 않습니다.
벤딩 테스트 시편을 2,000시간 동안 습기와 자외선에 노출시킨 결과, 선택적 레이저 소결용 iglidur 소재는 가장 많이 사용되는 사출 성형용 소재인 iglidur J 및 G와 유사한 강도 변화를 보였으며, SLS 소재인 i8-ESD가 풍화 및 자외선에 가장 잘 견디는 것으로 나타났으며, iglidur 소재가 가장 내후성이 뛰어난 것으로 나타났습니다. 이 테스트를 통해 iglidur 3D 프린팅 소재가 자외선 및 내후성 측면에서 사출 성형 소재에 비해 결코 열등하지 않다는 것을 분명히 알 수 있습니다.
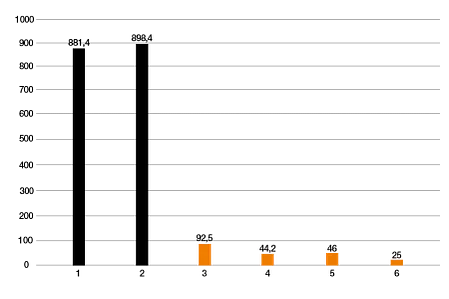
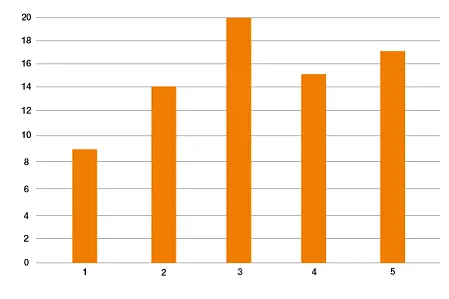
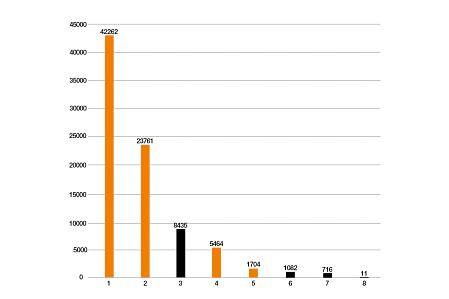
기어 테스트: 기어가 파손될 때까지 주기
테스트 매개변수:
피벗 1440°:
N = 64rpm
M = 2.25Nm
z= 30
m= 1
b = 6mm
이 테스트에서는 기어 랙을 기어로 구동하고 그 후 기어가 파손되는 사이클 수를 측정합니다. 3D 프린팅 또는 레이저 소결로 제작된 이글리듀어 기어는 POM으로 제작된 밀링 기어보다 테스트에서 두 배 더 오래 지속되는 것을 확인할 수 있습니다.
X축: 테스트에 사용된 재료
1. iglidur i3(프린팅)
2. iglidur i8-ESD(프린팅)
3. POM(밀링)
4. iglidur i6 (인쇄)
5. iglidur i190 (인쇄)
6. PLA(인쇄)
7. PETG(인쇄)
8. SLA
POM으로 제작된 기어를 제외하고 테스트한 모든 기어의 CAD 모델은 igus 기어 컨피규레이터에서 생성되었습니다.
슬라이딩 특성 최적화 웜 기어의 매우 긴 사용 수명
테스트 매개변수:
- 토크: 4.9Nm
- 속도: 12rpm
- 결합 파트너: 양극산화 처리된 알루미늄
- 작동 시간: 2개월
평가:
POM(밀링): 621,000 사이클 후 총 고장 없음
► 이글리듀어 i6(소결): 100만 사이클 후 경미한 마모
3D 프린터의 마찰 플라스틱으로 인한 낮은 마모 마모도
상담
문의사항에 개별적으로 답변해 드리겠습니다.

배송 및 상담
개인별:
월~금 오전 9시 - 오후 6시.
온라인:
24시간