내마모성 폴리머 3D 프린팅가동형 어플리케이션을 위한 최적의 재질
가동형 어플리케이션을 위한 최적의 재질
► 일반 3D 물질프린팅 재질보다 최대 50배 더 높은 내마모성
► ESD 특성이 있는 특수 중합체, 식품 적합성, 화학약품 및 열 저항
► 통합 고체 윤활제 사용으로 무급유, 높은 내마모성 유지
► ESD 특성이 있는 특수 중합체, 식품 적합성, 화학약품 및 열 저항
► 통합 고체 윤활제 사용으로 무급유, 높은 내마모성 유지
레이저 소결 프린팅 재질
iglidur I3
- 높은 내마모성, 고강성
- 우수한 기계적 특성
- 슬라이딩 어플리케이션 및 기어에 적합
- 3D 프린팅 서비스의 베스트 셀러
iglidur I3 더 알아보기
iglidur® i230
- 최상의 굽힘 강도
- 최고 180 °C 내성
- PFAS 무함유
- 정전기 소산(ESD)
iglidur i230에 대해 자세히 알아보기
iglidur I6
- 우수한 내마모성
- 고강성
- 웜 기어 어플리케이션용 최대 사용 수명
iglidur I6 더 알아보기
iglidur® i6-BLUE
- 시각적 탐지를 위한 파란색
- 우수한 내마모성
- 고강성
- 정밀한 표면 세부 사항
iglidur i6-BLUE 더 알아보기
iglidur I8-ESD

- 정전기 소산(ESD)
- 높은 UV 내성
- CO2 레이저를 옵션으로 갖는 시스템에서 처리 가능
- 색상: (단색) 검정
iglidur I8-ESD 더 알아보기
iglidur® i9-ESD

- 정전기 분산(ESD), 전류가 흐르는 부품에 간섭 전류가 없음
- 접점 저항106- 109옴 x cm
- 강성 증가
iglidur i9-ESD에 대해 자세히 알아보기
iglidur I10

- FDA에 따라 식품 접촉 안정성 인증
- 내화학성
- 식품 및 전기 도금 산업에 이상적
- 7일 내 3D 프린팅 서비스를 이요할 수 있습니다.
iglidur I10 더 알아보기
신제품: DLP 프린팅용 레진
iglidur i3000
- 높은 내마모성, 고강성
- 디테일을 갖는 기어 및 기타 내마모성 부품
- 통합된 고체 윤활제로 자가 윤활 구현
- DLP 3D 프린팅 서비스에서 3-5일 이내에 사용 가능
iglidur i3000에 대한 추가 정보
용융층에 사용하는 플라스틱
iglidur I150
- 내마모성
- 필라멘트 베스트 셀러
- 비용 효율적 범용 제품
- 낮은 표면 속도에 이상적
- EU10/2011에 따른 식품 적합성
iglidur I150 더 알아보기
iglidur I151
- FDA 및 EU 10/2011의 식품 전용 규정 준수
- 청색 덕분에 육안으로 감지 가능
- 모든 프린터로 간편하게 가공 가능
- 3일 내 3D 프린팅 서비스 이용 가능
iglidur I151 더 알아보기
iglidur I190
- 높은 내마모성
- 굴곡 강도 최대 80MPa
- ABS보다 최대 50배 더 뛰어난 내마모성
- 최대 90°C의 적용 온도
- 매우 간편한 가공
iglidur I190 더 알아보기
iglidur I180

- 흑색 또는 백색
- 매우 좋은 내마모성 특징
- 높은 안정성 및 유동성
- 최대 80°C의 지속적인 어플리케이션 온도
iglidur I180 더 알아보기
iglidur J260

- 내화학성
- 높은 적용 온도에서 향상된 내마모성
- 내열성 최대 120°C
- 최대 트리보 필라멘트 사용 수명
- 중저 하중의 매우 높은 마찰 계수
iglidur J260 더 알아보기
iglidur A350
- EU10/2011 및 FDA에 따른 식품 안전
- 오토클레이브에 적합
- 최대 180°C의 온도 내성(지속적인 사용 시)
- UL94-V0에 따른 난연성
iglidur A350 더 알아보기
iglidur RW370

- 최대 트리보 필라멘트 사용 수명
- DIN EN 45545 및 UL94-V0에 따른 난연성 재질
- 굽힘 강도 91MPa
- 최대 170°C의 지속적인 어플리케이션 온도
iglidur RW370 더 알아보기
FDM 절차를 사용하는 구조 부품용 플라스틱
igumid P150
- 굽힘 강도 87MPa, 굴곡 탄성률 5 GPa
- 강화 섬유로 인한 매우 견고 및 강성
- 자가급유 특성이 없으며 경량 구성품을 위한 구조적 재질
igumid P150 더 알아보기
igumid P190
- 굽힘 강도 237MPa, 굴곡 탄성률 11.5GPa
- 강화 섬유로 인한 매우 견고 및 강성
- 자가급유 특성이 없으며 경량 구성품을 위한 구조적 재질
igumid P190 더 알아보기
다양한 재질 프린팅
4K: 다중 요소 프린팅

- 경량 구조에 이상적
- 필요한 곳에만 사용되는 슬라이딩 요소
- 불가분하게 연결된 레이어
- igumid P150과 결합 된 iglidur i150
- igumid P150과 결합 된 iglidur i150
다양한 프린팅 재질 더 알아보기
3D i.Sense

- 센서를 사용하는 3D 프린팅
- 통합형 센서층 포함 iglidur I150 또는 iglidur I180
- 마도 한계 도달 시 자동 경고
- 과부하 발생 시 경고
- 단일 작업 단계로 신속한 생산
3D i.Sense 더 알아보기
3D 프린팅 필라멘트를 사용한 24가지 팁
스트링이나 꼬임 방지 - 필라멘트를 사용한 3D 프린팅에 적합한 24가지 팁을 이용하면 일반적으로 발생하는 3D 프린팅 문제를 방지할 수 있습니다
여기서 무료로 다운로드
마감: 스무딩, 컬러링 및 기계적 재작업
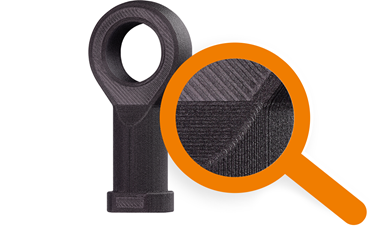
► 스무딩
레이저 소결 공정으로 제조된 부품은 이후에 평탄화 작업이 가능합니다. 추가요금이 부과됩니다. 사용 가능한 방법은 화학적 평탄화 및 진동형 마무리입니다.두 경우 모두 구성 요소의 안정성과 올바른 제조를 위해 벽 두께가 1mm 이상이어야합니다.
화학적 평탄화에서 구성 요소는 3D 프린팅 후 화학 물질로 처리됩니다. 이것은 레이저 소결 부품의 전형적인 거친 표면을 부드럽게합니다. 이는 또한 표면을 봉인합니다.
텀블링에서 부품은 3D 프린팅 후 연마재와 함께 용기에 배치되고 연마재와 부품이 서로에 대해 작용하면 표면이 매끄럽게됩니다.
일반적으로 레이저 소결로 제조 된 부품의 표면은 슬라이딩 특성에 거의 영향을 미치지 않습니다. 마찰은 몇 번의 사이클 후에 표면을 매끄럽게하기 때문에 추가로 매끄럽게 할 필요는 없습니다.
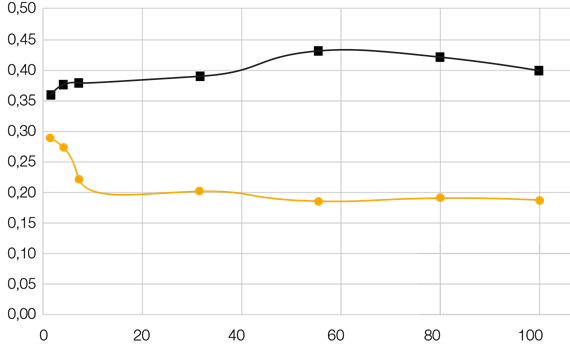
이 마찰 테스트는 ⬛ PA12 및 iglidur I3에서 레이저 소결 된 플레인 베어링 부시를 비교합니다. iglidur I3 베어링의 마찰 계수가 PA12 플레인 베어링의 마찰 계수보다 2 배 우수하다는 사실 외에도, 테스트 결과 비평탄화 작업을 안한 iglidur I3 구성품의 마찰 계수가 몇 시간 사용 후 훨씬 낮아졌다가 고르게 됩니다. 낮은 레벨에서.
테스트 매개 변수 :
표면 압력 : 1MPa
표면 속도 : 0.1m/s
샤프트 재질: Cf53
이 마찰 테스트는 ⬛ PA12 및 iglidur I3에서 레이저 소결 된 플레인 베어링 부시를 비교합니다. iglidur I3 베어링의 마찰 계수가 PA12 플레인 베어링의 마찰 계수보다 2 배 우수하다는 사실 외에도, 테스트 결과 비평탄화 작업을 안한 iglidur I3 구성품의 마찰 계수가 몇 시간 사용 후 훨씬 낮아졌다가 고르게 됩니다. 낮은 레벨에서.
테스트 매개 변수 :
표면 압력 : 1MPa
표면 속도 : 0.1m/s
샤프트 재질: Cf53
► 컬러링
레이저 소결로 제조 된 부품은 색상이 지정 될 수 있습니다. 추가요금이 부과됩니다. 당사의 온라인 3D 프린팅 서비스를 통해 검정색 제품을 즉시 예약 할 수 있습니다. 요청시 다양한 색상 이용 가능색상을 변경할 때, 염색 재료가 약 0.4mm 정도로 침투하여 제품의 성질을 아주 조금은 변경할 수 있습니다. 제한된 침투 깊이는 마모 표시기로 사용할 수 있습니다. 염색 공정은 어플리케이션에 따라 내마모성을 최대 3배 가량 낮출 수도 있습니다. 기계적 특성은 거의 변하지 않습니다. 고객 구성품의 적합한 제조 및 안정성을 보장하려면 염색공정시 1mm의 최소 벽 두께가 필요합니다.
이구스 3D 프린팅에 대한 추가 정보

신제품
적층 제조를 위한 새로운 제품과 서비스 도구를 확인해보세요!
혁신을 확인해보세요!
테스트 완료!
PLA, ABS 및 기타 재질 및 제조 공정 대비 iglidur® 재질로 제작된 3D 프린팅 재질
3D 프린팅 서비스
온라인 3D 프린팅 서비스의 몇 단계만 거치면 맞춤형 적층 제조 부품을 제작할 수 있습니다.이구스 3D 프린팅 서비스 바로가기
산업 브로셔
이구스가 적층 제조를 위해 제공하는 모든 솔루션에 대한 정보를 받아보세요.무료 브로셔 다운로드
