언어 변경 :
플레인 베어링 - 설치 및 공차


하우징 보어의 공차는 얼마입니까?
이글리듀어 플레인 베어링은 오버사이즈로 H7 공차 하우징 보어에 압입되는 압입식 베어링입니다. 내경은 H7 하우징 보어에 압입된 후에만 설정됩니다. 압입 간섭은 내경의 최대 2%까지 가능합니다. 이를 통해 부싱을 안전하게 압입할 수 있습니다. 따라서 하우징의 축 방향 및 반경 방향 변위를 확실하게 방지할 수 있습니다.
하우징의 구멍은 모든 베어링에 대해 공차 H7에 맞게 제조되어야 하며 가능한 한 매끄럽고 균일하며 모따기 처리되어야 합니다. 조립은 플랫 프레스로 수행합니다. 센터링 핀이나 보정 핀을 사용하면 베어링이 손상되고 간극이 커질 수 있습니다.

이구텍스 섬유 복합 베어링 설치
igutex 플레인 베어링은 플랫 프레스, 플랫 플레이트 또는 프레스 핏 핀을 사용하여 설치할 수 있습니다. 압입 핀의 모서리가 날카롭지 않아야 합니다. 손상을 방지하기 위해 플랜지 전환부에 언더컷을 두는 것이 좋습니다. 망치 등으로 두드려서 설치하는 것은 섬유 복합 플레인 베어링을 손상시킬 수 있으므로 권장하지 않습니다.
Fact sheet: All information on the installation of igutex fibre composite plain bearings

다양한 프레스 핏 방법
유압식 또는 기계식
가장 일반적인 방법은 핸드 프레스를 사용하여 플레인 베어링을 기계적으로 압입하는 것입니다. 평평한 압입 펀치를 사용하여 플레인 베어링을 하우징 보어에 압입합니다. 센터링 핀이나 보정 핀은 용접선을 따라 균열이 발생하고 베어링 간극이 커질 수 있으므로 사용해서는 안 됩니다.
프레스 없이
프레스가 없거나 프레스를 사용할 수 없는 상황이라면 고무 망치를 사용하여 플레인 베어링을 조심스럽게 조립할 수 있습니다. 플레인 베어링과 나무 사이에 나무 조각을 끼우면 베어링이 손상되지 않도록 보호하는 데 도움이 될 수 있습니다.
자동화된 조립
(부분적으로) 자동화된 조립을 구현할 때는 부품의 올바른 공급과 위치 지정이 특히 중요합니다. 공정에 맞게 부품 형상을 최적화하는 것이 합리적일 수 있습니다. 플라스틱 플레인 베어링을 사용하면 설계에 거의 제한이 없습니다. 원추형 직경, 홈 또는 회전 방지 장치가 있는 형상을 비용 효율적으로 구현할 수 있습니다.

수축 후 이구텍스 플레인 베어링
수축
플레인 베어링을 냉각하면 플레인 베어링을 더 쉽게 압입할 수 있습니다. 부싱은 액체 질소를 사용하여 냉각되고 함께 수축되므로 더 쉽게 장착할 수 있습니다. 수축하기 전에 베어링을 철저히 세척하고 손상 여부를 확인해야 합니다. 재가열되면 재료가 다시 팽창하고 베어링이 하우징 보어에 단단히 고정됩니다.
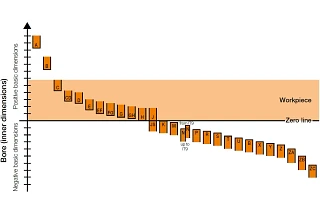
권장 공차
이글리듀어 플레인 베어링의 설치 높이와 공차는 재료와 벽 두께에 따라 달라집니다. 재료의 수분 흡수와 열팽창이 결정적인 영향을 미칩니다. 수분 흡수가 적은 플레인 베어링은 작은 베어링 간극으로 설치할 수 있습니다. 벽 두께에는 다음이 적용됩니다. 베어링이 두꺼울수록 베어링 간극이 커져야 합니다.
따라서 이글리듀어 플레인 베어링의 공차 등급이 달라집니다. 이러한 공차를 통해 iglidur 플레인 베어링은 각 허용 온도 범위와 최대 70%의 습도 수준에서 설치 권장 사항에 따라 작동할 수 있습니다. 습도가 높거나 베어링이 물속에서 작동하는 경우, 수분 흡수율이 낮은 소재를 사용하는 것이 좋습니다.
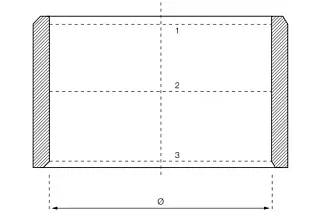
측정 레벨의 위치(1, 2, 3 = 측정 라인)
베어링 시트 확인
이글리듀어 플레인 베어링은 유닛 보어가 H7인 하우징용 압입식 베어링입니다. 이 압입식 베어링은 한편으로는 베어링을 하우징에 고정하고 다른 한편으로는 플레인 베어링의 내경이 형성됩니다. 베어링은 다이얼 게이지와 플러그 게이지를 사용하여 가장 작은 치수의 구멍에 설치되어 테스트됩니다.
- 구멍에 눌렀을 때 플러그 게이지의 좋은면이 베어링을 원활하게 통과해야합니다.
- 슬라이드 테스터를 사용하여 베어링의 내경이 측정 평면에서 평균적으로 지정된 공차 내에 있는지 확인해야합니다 (반대쪽 다이어그램 참조).
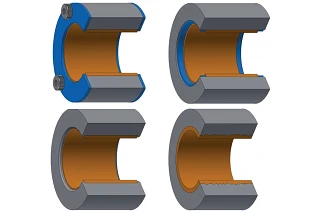
스피곳 찾기
플레인 베어링은 실제로 "압입이 분실된 경우 하우징 보어에서" 마이그레이션됩니다. 플레인 베어링은 공차가 약간 좁은 하우징에 압입식으로 고정하는 경우가 많습니다. 기계적 장력을 받으면 베어링이 구멍에 단단히 고정됩니다. 고온 또는 허용 하중의 영구적 초과로 인해 기계적 장력이 감소하면 압입력도 감소합니다.
물론 하우징 보어의 제조 공차가 너무 부정확하여 구멍의 크기가 충분히 작지 않은 경우도 발생할 수 있습니다. 이 경우에도 베어링이 압입을 생성하기에 충분한 장력을 축적할 수 없습니다. 그 결과 플레인 베어링이 극도로 마모됩니다. 이 문제에 대한 해결책은 플레인 베어링의 로케이팅 스피곳입니다. 플레인 베어링을 축 방향으로 고정하는 데 사용할 수 있는 옵션은 팩트 시트 "로케이팅 스피곳" 에서 확인할 수 있습니다.
플레인 베어링에 접착
플레인 베어링은 일반적으로 하우징 보어에 압착되거나 클램핑됩니다. 이렇게 하면 구멍에 단단히 고정되고 의도치 않게 회전하지 않습니다. 하지만 제조 공차 때문에 이것이 불가능하다면 어떻게 해야 할까요? 또는 플레인 베어링이 회전해야 하는 경우에는 어떻게 해야 할까요?
많은 플레인 베어링의 표준 레퍼토리에 포함되지 않더라도 플라스틱 베어링도 외경에서 미끄러질 수 있습니다. 이것이 바로 플라스틱 베어링이 사용되는 이유입니다. 베어링은 볼트 위에 놓인 다음 볼트와 함께 무언가 안에서 회전하거나 무언가 위에서 굴러야 합니다. 접착은 좋은 해결책인 것 같습니다. 하지만 베어링 재료만큼이나 많은 접착제가 있을 것입니다. 어떤 것이 맞을까요?
가공 지침
이글리듀어 플레인 베어링은 설치가 완료된 상태로 공급됩니다. 포괄적인 제품군을 통해 대부분의 경우 표준 치수를 사용할 수 있습니다. 그럼에도 불구하고 플레인 베어링의 후속 가공이 필요한 경우, 인접한 표에 가공 지침이 나와 있습니다. 그러나 가능하면 슬라이딩 표면의 후속 가공은 피해야 합니다. 일반적으로 더 높은 마모가 발생합니다. 한 가지 예외가 있는데, 예를 들어 iglidur M250은 후속 가공에 매우 적합합니다. 다른 이글리듀어 플레인 베어링의 경우, 조립 윤활을 사용하여 슬라이딩 표면 가공의 단점을 상쇄할 수 있습니다.
| 공정 | 회전 | 드릴링 | 밀링 |
|---|---|---|---|
| 툴 재질 | 스테인리스 스틸 | 스테인리스 스틸 | 스테인리스 스틸 |
| 공급 속도 [mm] | 0.1 ... 0.5 | 0.1 ... 0.5 | 0.5까지 |
| 공치 각도 | 5 ... 15 | 10 ... 12 | |
| 클램핑 각도 | 0 ... 10 | 3 ... 5 | |
| 절단 속도 [m/min] | 200 ... 500 | 50 ... 100 | 최대 1000 |
상담
문의사항에 개별적으로 답변해 드리겠습니다.

배송 및 상담
개인별:
월~금 오전 9시 - 오후 6시.
온라인:
24시간